Cutting Torch Pressure Settings Chart
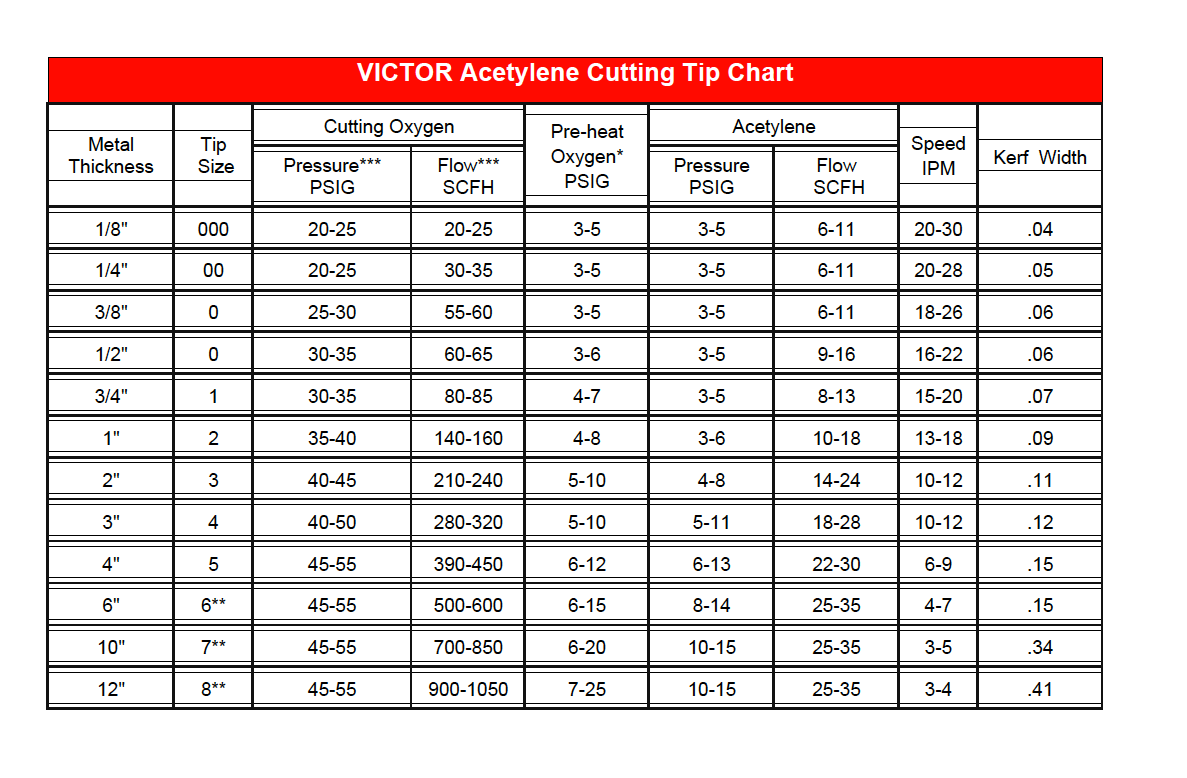
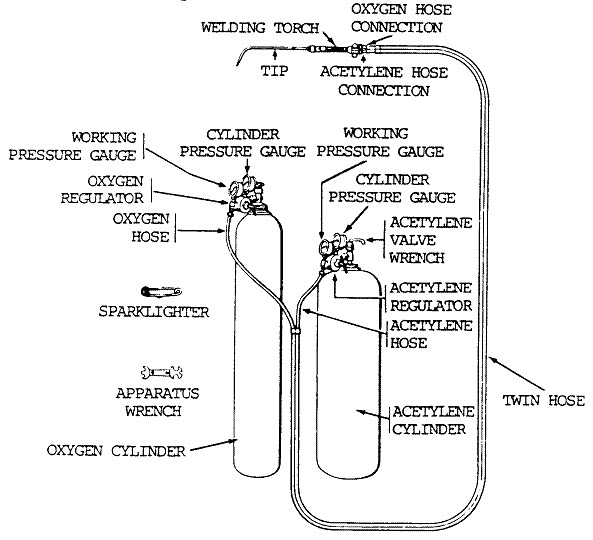
Cutting Torch Pressure Settings Chart - Web cutting torch tip flow charts. Web oxy acetylene welding set up and pressure settings chart : Connect the oxygen and acetylene hoses to their respective gas sources and the torch handle. Attach the oxygen and acetylene regulators to the cylinders. For additonal information refer to www.harrisproductsgroup.com. Remember to prioritize safety at all times and regularly maintain. · depress oxygen lever and make necessary adjustments. Hose for size 4 and larger. First, we must clean the nozzle because if the head of the nozzle is dirty will cause a flame bad. Open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. Retro systems 430 clay valley center, ks 67147. Ensure that the connections are tight and secure. Web oxy acetylene welding set up and pressure settings chart : ** to provide required flow, use 3/8 i.d. How does an oxy acetylene cutting torch work? The recommended setting is for the fuel gas regulator to be set at 10 psig and the oxygen regulator at 45 psig. Ensure that the connections are tight and secure. Web cutting torch tip flow charts. · close fuel gas torch valve. Open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5. Use the charts below as recommended settings to use on your regulators for your cutting torch tips. If the torch/regulators and gases are done being used for a while, follow these procedures: Make use of correct welding & cutting technique. Web let’s break down how you can master your cutting torch settings and never lack confidence when facing down an. Oxy acetylene cutting settings are crucial for achieving clean and precise cuts in metal fabrication. Shutting down the torch (with a positive/equal pressure mixer): Selecting the correct welding attachment/ nozzles. Web cutting torch tip flow charts. Retro systems 430 clay valley center, ks 67147. *** all pressures are measured at the. Web cutting torch tip flow charts. Cutting data charts are intended as a guide for quality cutting. Frequently asked questions for using oxy acetylene cutting torch. Proper adjustment of oxygen and acetylene pressures, as well as the cutting tip size, directly impact the efficiency and quality of the cutting process. Adjust to the correct flame setting. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. For additonal information refer to www.harrisproductsgroup.com. Frequently asked questions for using oxy acetylene cutting torch. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat. Open the oxygen valve present on the welding torch. Web it uses extreme heat to function, and setting it up properly is one of the most important steps in using it safely. Remember to prioritize safety at all times and regularly maintain. What are the safety precautions when using an oxy acetylene cutting torch? · close fuel gas torch valve. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the value shown in. *** all pressures are measured at the. How does an oxy acetylene cutting torch work? Web cutting tips come in different sizes so you'll need to look at a chart depending on. Selecting the correct welding attachment/ nozzles. Setting the correct working pressures. Web let’s break down how you can master your cutting torch settings and never lack confidence when facing down an instruction manual or inquisitive neighbor ever again. Use the charts below as recommended settings to use on your regulators for your cutting torch tips. The thicker the metal, the. Remember to prioritize safety at all times and regularly maintain. Tighten them, but not too forcefully, as you’ll need to remove. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Frequently asked questions for using oxy acetylene cutting torch. Web follow these steps carefully: Cutting data charts are intended as a guide for quality cutting. Oxy acetylene cutting settings are crucial for achieving clean and precise cuts in metal fabrication. · close oxygen torch valve. Web step #3 cutting oxygen adjustment procedure. The thicker the metal, the more pressure you need to get all the way through. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Make use of correct welding & cutting technique. What metals can be cut using an oxy acetylene cutting. Web cutting torch tip flow charts. Attach the oxygen and acetylene regulators to the cylinders. Web cutting tips come in different sizes so you'll need to look at a chart depending on what thickness metal you will be cutting. If more than 100 ft (31 m) of hose is required, use 1/2 in. There are generally two types of cutting torches that people get their hands on. Web it uses extreme heat to function, and setting it up properly is one of the most important steps in using it safely. All pressure settings are flowing pressures. Selecting the correct welding attachment/ nozzles.
Cutting Torch Pressure Chart

Cutting Torch Tip Flow Charts Baker's Gas & Welding Supplies, Inc.

Oxyacetylene Torch Settings Chart
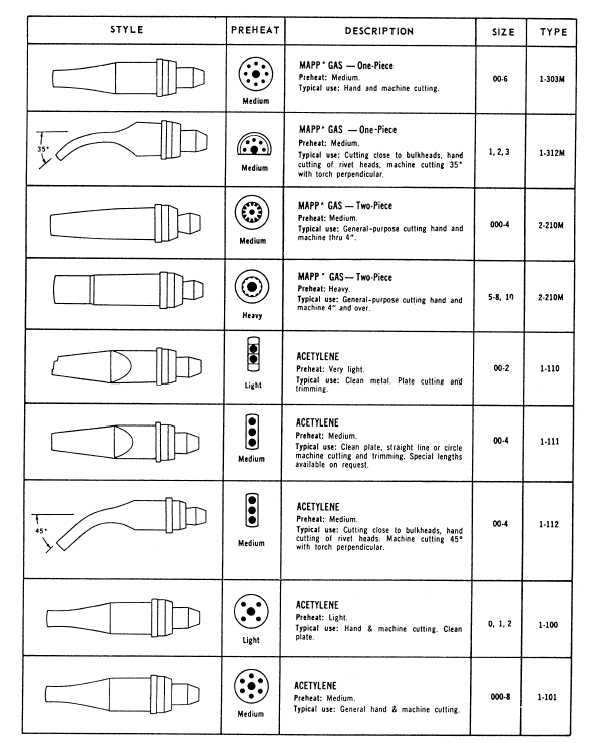
Selecting the Right Cutting Tip RonSon's Torch Repairs & Sales Ltd.
Cutting Torch Guide

4 Best Images of Victor Acetylene Cutting Tip Chart Victor Acetylene

Cutting Torch Chart

Cutting Torch Settings Chart
Cutting Torch Pressure Chart

Oxyacetylene Torch Settings Chart
Setting The Correct Working Pressures.
Frequently Asked Questions For Using Oxy Acetylene Cutting Torch.
Web · Open Oxygen Valve And Adjust To Neutral Flame.
Use The Charts Below As Recommended Settings To Use On Your Regulators For Your Cutting Torch Tips.
Related Post: