Oxy Acetylene Cutting Pressure Chart
Oxy Acetylene Cutting Pressure Chart - With a two hose cutting torch, preheat pressure is. First, we must clean the nozzle because if the head of the nozzle is dirty will cause a flame bad. Setting the correct working pressures. The correct gas pressures are important. All pressure settings are flowing pressures. Lightweight & heavy duty swagged oxy/acet gas welding nozzles. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Retro systems 430 clay valley center, ks 67147. Web cutting heating brazing correct pressure setting charts. Lightweight include dh type oxy acetylene nozzles (not pictured) Setting the correct working pressures. With a two hose cutting torch, preheat pressure is. Manufacturers recommended pressure settings for welding, cutting and heating for oxygen and acetylene oxygen and acetylene cutting. Pure oxygen was used instead of ordinary air to increase the flame temperature. * applicable for three hose machine torch only. Web pressure and flow data: Web friday, 11th december 2020. For additonal information refer to www.harrisproductsgroup.com. Make use of correct welding & cutting technique. Cutting data charts are intended as a guide for quality cutting. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Adjust to the correct flame setting. Lightweight & heavy duty swagged oxy/acet gas welding nozzles. Hose for size 4 and larger. Web harris cutting tip charts. Manufacturers recommended pressure settings for welding, cutting and heating for oxygen and acetylene oxygen and acetylene cutting. Data compiled using mild steel as test material. Pure oxygen was used instead of ordinary air to increase the flame temperature. All pressure settings are flowing pressures. The following guides should help you. Retro systems 430 clay valley center, ks 67147. This will be done starting with the cylinders and ending with the torch tip. Lightweight include dh type oxy acetylene nozzles (not pictured) Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Incorrect pressure can increase the risk of flashback and make flame adjustment difficult. Web orifice (drill size) pressure (psi) tables show approximate gas pressures for welding or cutting. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. For additonal information refer to www.harrisproductsgroup.com. Setting the correct working pressures. Pure oxygen was used instead of ordinary air to increase the flame temperature. This will be done starting with the cylinders and ending with the torch tip. Web harris cutting tip charts. For a metal thickness over 7’ use 164 styles. The correct gas pressures are important. It’s important to note that these settings may vary based on the manufacturer’s recommendations and the thickness of the material you are cutting. Manufacturers recommended pressure settings for welding, cutting and heating for oxygen and acetylene oxygen and acetylene cutting. Web friday, 11th december 2020. Retro systems 430 clay valley center, ks 67147. It’s important to note that these settings may vary based on the manufacturer’s recommendations and the thickness of the material you are cutting. Tip size numbers vary among manufacturers, so. Web oxy acetylene welding set up and pressure settings chart : This will be done starting with the cylinders and ending with the torch tip. Manufacturers recommended pressure settings for welding, cutting and heating for oxygen and acetylene oxygen and acetylene cutting. With a two hose cutting torch, preheat pressure is. Make use of correct welding & cutting technique. Open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. Cutting data charts are intended as a guide for quality cutting. The following guides should help you. Web harris cutting tip charts. Tables show approximate gas pressures for welding or cutting. Tables show approximate gas pressures for welding or cutting. Web the oxygen pressure typically ranges from 30 to 40 psi (pounds per square inch), while the acetylene pressure should be set between 5 and 15 psi. Data compiled using mild steel as test material. First, we must clean the nozzle because if the head of the nozzle is dirty will cause a flame bad. Web orifice (drill size) pressure (psi) tables show approximate gas pressures for welding or cutting. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Web oxy acetylene welding set up and pressure settings chart : Adjust to the correct flame setting. Web pressure and flow data: Web cutting, welding/brazing and heating tip flow and pressure data. Hose for size 4 and larger. Setting the correct working pressures. Retro systems 430 clay valley center, ks 67147. Hand and machine torch cutting. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. It’s important to note that these settings may vary based on the manufacturer’s recommendations and the thickness of the material you are cutting.
What is the Correct Pressure for Cutting Oxygen,Acetylene ,Tip Size

Oxy Acetylene Cutting Pressure Chart
Oxy Acetylene Cutting Pressure Chart
oxygen and acetylene pressure settings

Oxyacetylene Torch Settings Chart

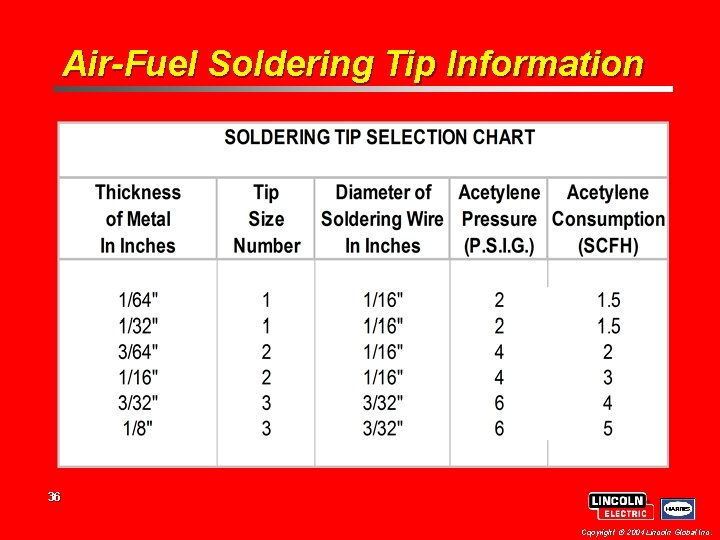
Oxy Acetylene Cutting Tip Size Chart

Oxy Acetylene Cutting Pressure Chart
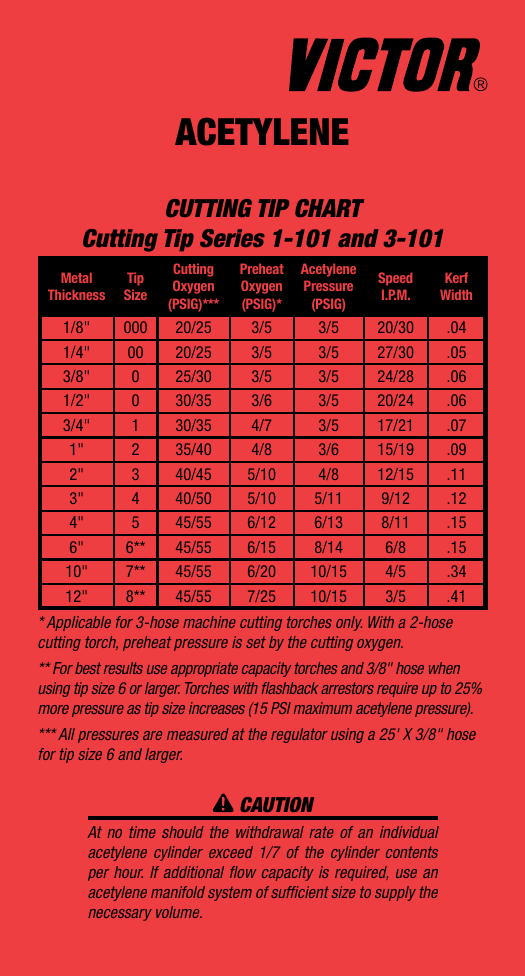
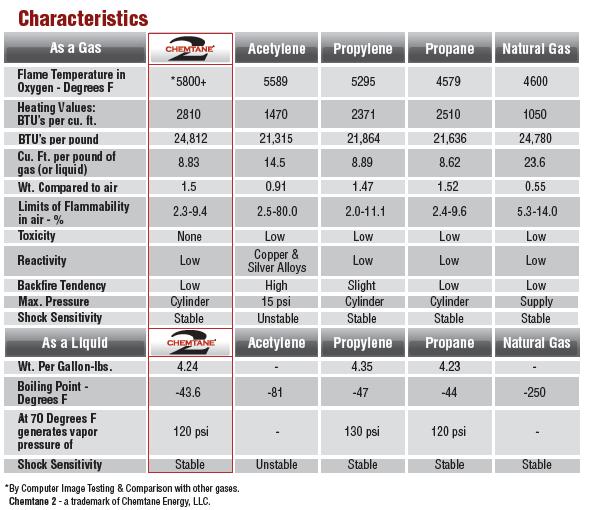
acetylene Victor Technologies

Oxyacetylene Torch Settings Chart

Oxy Acetylene Cutting Pressure Chart
* Applicable For Three Hose Machine Torch Only.
Make Use Of Correct Welding & Cutting Technique.
All Pressure Settings Are Flowing Pressures.
Lightweight Include Dh Type Oxy Acetylene Nozzles (Not Pictured)
Related Post: