Tig Welding Amps To Metal Thickness Chart
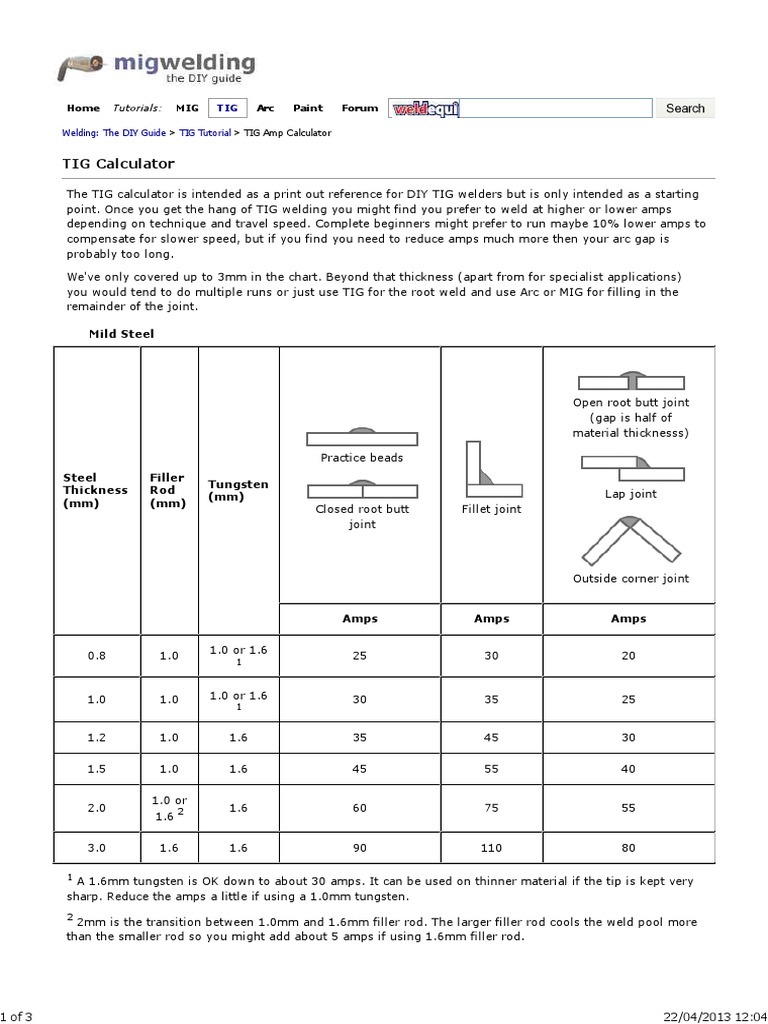
Tig Welding Amps To Metal Thickness Chart - However, as the thickness increases, tig welding falls slightly behind due to slower deposition rates and the high skill cap required. I looked in the stickies, but didn't see any charts for how much amperage to use when using a tig welder. These joints should be preheated 50 to 100°f (10 to 38°c) to minimize shrinkage cracks in the base metal. Web mainly on the material thickness and the amperage needed to achieve a proper weld. An exception to this allowance is welding on highly restrained joints. Web mild and low carbon steels with less than 0.30% carbon and less than 1 (2.5cm) thick, generally do not require preheat. You will also get the required polarity, position, and other related information. Thicker materials will require more current and thus bigger tungsten. Web the document provides a tig welding amp calculator chart for mild steel and stainless steel in thicknesses ranging from 0.8mm to 3mm. Web mild and low carbon steels with less then 0.30% carbon and less than 1 (2.5cm) thick, generally do not require preheat. It lists recommended amperages for different weld joint types and thicknesses. Web mild and low carbon steels with less then 0.30% carbon and less than 1 (2.5cm) thick, generally do not require preheat. It notes that the chart provides starting point amps that may need adjusting based on technique and travel speed. We’ve put together a reference based on recommendations. An exception to this allowance is welding on highly restrained joints. Web see our chart and guide on how to select the right welding rod size diameter and amperage depending on metal thickness and other variables. Tig welding, or tungsten inert gas welding, demands precision and control over various settings for optimal results. You will also get the required polarity,. An exception to this allowance is welding on highly restrained joints. Web when tig welding different thickness parts, say for example in a lap joint of a piece of 3/16 flat bar to a.14 ga (.080)square tube (mild steel or ss parts) ( other would be a joint of small tube dia to solid rod like the one in the. Other metals will have slightly different requirements. There might be variations with the settings depending on the manufacturer. The chart is intended as a starting point, as experienced welders may prefer higher or lower amperages depending on technique and travel speed. However, as the thickness increases, tig welding falls slightly behind due to slower deposition rates and the high skill. Web the amperage required when tig welding is highly affected by the type of metal you are working with and how thick that metal is. Web mild and low carbon steels with less then 0.30% carbon and less than 1 (2.5cm) thick, generally do not require preheat. The three main types of metals typically worked on with a tig welder. Stainless steel and aluminium amps chart. Web sheet metal is defined as a metal that is less than 0.06 inches or 1.5 millimeters in thickness and can include aluminum, stainless steel, and mild steel. The chart is intended as a starting point, as experienced welders may prefer higher or lower amperages depending on technique and travel speed. Tig (gas tungsten. Web a tig welding settings chart provides essential parameters like amperage, voltage, and gas flow. These joints should be preheated 50 to 100°f (10 to 38°c) to minimize shrinkage cracks in the base metal. Stainless steel and aluminium amps chart. It notes that the chart provides starting point amps that may need adjusting based on technique and travel speed. Tungsten. Web when tig welding different thickness parts, say for example in a lap joint of a piece of 3/16 flat bar to a.14 ga (.080)square tube (mild steel or ss parts) ( other would be a joint of small tube dia to solid rod like the one in the tig finger video), what would be the guideline for setup, amperage,. I looked in the stickies, but didn't see any charts for how much amperage to use when using a tig welder. The chart is intended as a starting point, as experienced welders may prefer higher or lower amperages depending on technique and travel speed. Web the calculator below pinpoints exactly which electrode you need for the metal you are welding.. The charts are intended as a starting point for beginner and intermediate tig welders. These joints should be preheated 50 to 100°f (10 to 38°c) to minimize shrinkage cracks in the base metal. Web welding process and amperage selection. For mild steel, it recommends running 10% lower amps for complete beginners. I looked in the stickies, but didn't see any. An exception to this allowance is welding on highly restrained joints. Web here is a chart that summarizes the mig welding amps according to the three most common types of metal and their thickness: There might be variations with the settings depending on the manufacturer. Browse suggested weld parameter settings for tig welding. The charts are intended as a starting point for beginner and intermediate tig welders. However, as the thickness increases, tig welding falls slightly behind due to slower deposition rates and the high skill cap required. Web the document provides a tig welding amp calculator chart for mild steel and stainless steel in thicknesses ranging from 0.8mm to 3mm. Tungsten inert gas (tig) welding is the process in which an arc is formed between a tungsten electrode and the workpiece to join the metals together. Additionally, you might have your own preference that fits your unique situation. It lists recommended amperages for different weld joint types and thicknesses. An exception to this allowance is welding on highly restrained joints. Mild and low carbon steels with less then 0.30% carbon and less than 1” thick, generally do not require preheat. An exception to this allowance is welding on highly restrained joints. Web the amperage required when tig welding is highly affected by the type of metal you are working with and how thick that metal is. Web when tig welding different thickness parts, say for example in a lap joint of a piece of 3/16 flat bar to a.14 ga (.080)square tube (mild steel or ss parts) ( other would be a joint of small tube dia to solid rod like the one in the tig finger video), what would be the guideline for setup, amperage, tungsten dia, rod dia, and most important how. Web a general rule of thumb is you need 1 amp of power for every 0.001 inches of steel.TIG Welding Amp Charts Welding Building Materials

Tig Welding Amperage Chart

Welding Amps Metal Thickness Chart
Tig Welding Amps To Metal Thickness Chart

Aluminum Tig Welding Settings Chart
TIG Welding Charts ILMO Products Company
TIG Welding Charts ILMO Products Company

Welding Amps To Metal Thickness Chart

Tig Welding Rods Chart
Tig parameters chart MIG Welding Forum
Web Tig Welders Can Usually Weld One Thousandth (0.001) Of An Inch Of Mild Steel Per Amp.
Web Mainly On The Material Thickness And The Amperage Needed To Achieve A Proper Weld.
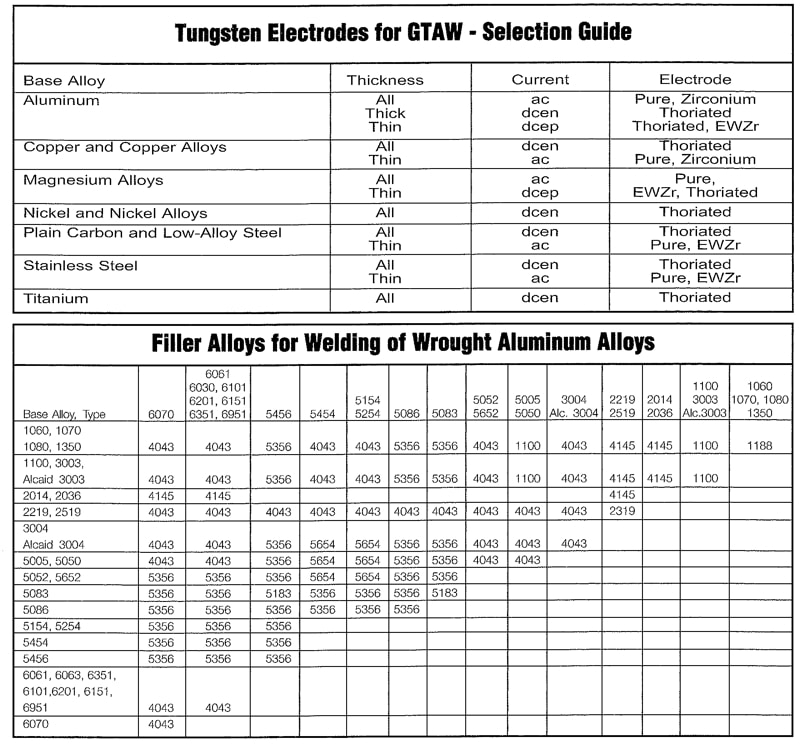
Web The Calculator Below Pinpoints Exactly Which Electrode You Need For The Metal You Are Welding.
Other Metals Will Have Slightly Different Requirements.
Related Post: